|
当前,国外自动平压模切机的工作速度普遍在7500~9000张/小时。与此相比较,国产的自动平压模切机的工作速度较低,一般最高只有5500~7500张/小时。从模切精度上来讲,国外自动平压模切机的模切精度通常可以控制在0.10mm左右,而国产自动平压模切机的模切精度在0.15~0.20mm范围内,只有少量机型能够达到0.10mm的模切精度。并且,国产自动平压模切机的工作速度较高时,模切精度会大幅度下降,严重影响印品的模切质量。
作者经过对国内现有模切机,包括国外的一些模切机进行认真研究后发现,模切机提速后,制约模切精度的一个很重要的因素是纸张定位时间的不足。我们对此加以分析,国内外的模切机的纸张定位和传送机构的原理基本相同,如图1所示。

图1 模切机纸张定位和传送机构
定位和传送机构的工作过程是:大链轮带动链条(分成长度相等的段)向模压方向做周期性的间歇运动。当前一段链条携带的纸张处于模压状态时,后一段链条也到达了取纸点(A点)。此时,大链轮和链条都是静止的。这时,摆动板上摆呈水平状态,纸张沿着摆动板传送过来,并由固定在摆动板上的规矩装置完成定位,然后交接给这个链条上的叼纸牙。交接完成后,摆动板下摆。当前一段链条携带的纸张完成了模压工作,在大链轮的带动下继续向前运动时,新取得纸张的链条将随之运动并到达模压位置,循环复始。
从某一段链条到达A点,开始静止取纸,再到其开始离开A点,所用的时间一般只占一个循环周期的2/5,这段的时间包含了纸张的定位时间。为了不发生机构的干涉,链条到达A点以后,摆动板才可以上摆。摆动板又必须在链条离开A点继续前进之前下摆,再加上规矩等的稳定时间,真正用于纸张定位的时间一般不到这2/5时间的一半。
简单推算一下,当机器转速为3600转/小时,单张纸的定位时间是:3600秒÷3600转×2/5转×1/2=0.2秒。
当机器转速提高为7200转/小时,单张纸的定位时间是:3600秒÷7200转×2/5转×1/2=0.1秒。
从上面的结果可以看出,纸张定位时间原本就很紧张,而随着机器速度的不断提高,纸张定位的绝对时间更会越来越短。毫无疑问,定位时间的不足,将对模切精度带来很大的损害。
为此,提出了一种改进方法,得到一个新的纸张定位和传送机构,将大大提高纸张的定位时间。如图2所示。
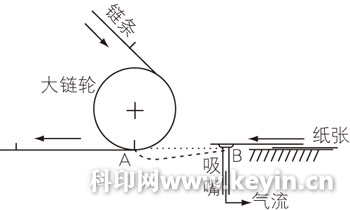
图2 改进后的纸张定位和传送机构
新机构舍弃原来的摆动板,安装一个递纸吸嘴。纸张在B点完成定位后,交接给递纸吸嘴。递纸吸嘴做水平运动,交接给取纸链条,然后下摆返回。气流的控制以及递纸吸嘴的轨迹运动都可以由凸轮机构完成,这些都是很容易实现的。
新机构与原机构不同之处是:原来的纸张定位是受制于链条传动系统的,必须等到取纸链条到达A点以后摆动板才能上摆到水平状态,然后纸张过来,开始定位。而改进后纸张的定位是相对独立的,它可以在取纸链条还没有到达A点以前就开始纸张的定位,并在取纸链条离开A点以前交接给它就可以了,这样纸张定位的时间就大大延长了。
对递纸系统的每一个循环周期来说,除了递纸吸嘴的送纸和返回以外,其余的时间都可以用来进行纸张的定位,这个时间一般至少为一个循环周期的1/2。
我们还是简单推算一下,当机器转速为3600转/小时,单张纸的定位时间是:3600秒÷3600转×1/2=0.5(秒)。
当机器转速提高为7200转/小时,单张纸的定位时间是:3600秒÷7200转×1/2=0.25(秒)。
很明显,改进以后,纸张定位时间即使是在提速的情况下,也要比原机构在低速情况下还要长一些。
为了改进机器的性能,我们往往要进行一些零件精度的改进,这固然能收到一定的效果,但是,收获总是很微小的。如果能有创新的思维,采用一些新的设计思路,和新的设计方法,也许会有意想不到的收获。
|



