|
印刷前的上墨、墨色调整(追样)和印刷过程中的墨色控制原来都是依靠手工操作,每个领机也都练就了一手绝活,但这必定需要经验和时间,且墨色的一致性无法保证。墨色自动控制系统使这一过程完全摆脱了人为干预,印刷墨色的一致性及稳定性得到实实在在的保证。胶印机墨色自动控制系统包括油墨预设、自动供墨装置、供墨系统的自动控制等。
油墨预设
供墨量的大小和准确,对印刷质量和效率有重要影响。进行油墨的准确预设是人们一直努力追求的目标。
油墨预设技术的发展大体经历了四个阶段。
(1)人工调节。操作工人根据经验手工调整每一色组墨斗的螺钉,不仅费工费力而且准确性无法保障。
(2)主控制台遥控调整。采用自动控制供墨装置,操作工人在主控制台用按扭或光笔调整每色组的墨键,免去了操作者在机组间的奔波,降低了劳动强度,但调整准确性依然取决于操作者自身的技术水平。
(3)通过“印版图文阅读机”调整墨色。以印版图文扫描数据为基础,并根据供墨系统结构、印刷特性曲线、油墨和纸张对印刷的影响,由计算机计算出各色组墨键的供墨值(间隙大小),将结果输入控制台上的墨控装置中,由墨控装置自动调整各色组墨键。这一技术的实现向准确预设墨量迈出了实质性一步。
(4)数字化设置。即通常所说的油墨预置,即采用数字化工作流程,根据CIP3/CIP4的PPF/JDF文件格式和印前图文数据,由计算机直接计算各色组墨键的预设供墨值,并由控制台的计算机计算各色组墨键间隙,直接调整墨键。
油墨预设主要是调整各墨键的供墨量,但由于转移到印刷品上的墨量受许多因素的影响,如供墨系统的结构和性能、油墨乳化、印版和橡皮布及纸张特性、印刷机状况等都会影响实际供墨量,所以,根据印前图文数据计算的理论供墨量和印刷品的实际需要墨量值之间存在差异。据此,现又开发出一套修正软件系统,利用这个软件,可自动调整理论供墨值和实际供墨值的差异,使其达到更满意的预设值。
供墨自动控制装置
供墨自动控制装置的作用是保证印刷墨色均匀一致,但各设备制造商提供的供墨装置所用控制系统有所不同。
供墨系统的自动控制方式主要有3大类:一是数字式供墨装置,采用印前采集的供墨数据,如CIP3/CIP4的PPF/JDF墨量数据、印版图文阅读机的扫描数据、上次印刷的最佳墨色纪录数据或控制喷嘴的喷墨量数据,印前输入中央控制台的墨控装置,由墨控装置调整喷墨嘴的喷墨量。二是无墨键供墨装置,其特点是无须CIP3/CIP4的PPF/JDF墨量数据,根据印刷品所需墨量,更换不同网穴的网纹辊和调整网纹辊的温度,即可得到精确的供墨量。三是自动供墨装置。即传统的以控制墨键与出墨辊间隙大小及出墨辊转速(或转角)大小进行自动供墨的装置。
1.数字式供墨装置
2002年美国高斯国际开始向市场提供DigiRailTM数字式喷墨供墨系统,并于2003年获得PIA/GATF InterTech技术大奖,2004年获得日本印刷技术奖。
高斯DigiRailTM数字式喷墨供墨系统具备数字控制和预设功能。最初用于印报机,现已用于商业轮转胶印机。DigiRailTM数字式喷墨供墨系统是一个封闭式供墨系统,油墨经软管进入流墨沟槽,一系列油墨喷嘴分布在整体封闭的输墨槽内,并对应喷在第一根匀墨辊上。且每个喷嘴都带有一个油墨计量单元,油墨供给量完全由数字信号单独控制:改变数字信号,就可改变喷嘴的供墨量(相当于改变墨键和墨刀片的间隙),调整精度可达0.1%。该系统的输墨槽内还装有特殊墨泵,以保证油墨流量的稳定性。
高斯DigiRailTM数字式喷墨供墨系统,不需要传统的墨键和墨刀片,也没有墨键伺服电机等,操作简单,易于维护。
2.传统供墨装置的自动控制
传统供墨装置的墨斗出墨量由墨斗螺钉与墨刀片控制,以改变墨刀片和出墨辊间隙控制墨量大小。中低档机器采用人工调整,高档机器采用微电机调整。传统供墨装置的自动控制机构简称自动控制供墨装置。
自动控制供墨装置是计算机墨色控制执行机构,是实现传统印刷机供墨系统集中控制、遥控、自动控制的基础。自动控制供墨装置根据控制机构的结构特点分为分段墨斗刀片型及整体墨斗刀片型两大类。
(1)分段墨斗刀片型自动控制供墨机构
分段墨斗刀片型是将传统的墨斗刀片分成若干段,每段的尺寸一般为30~35mm(有30、32、35mm几种),每段为一个墨区,控制这一墨区的机构称为墨键。分段墨斗刀片结构的显著优点是某一墨区的墨量调整灵敏,相邻墨区墨量不受影响,是一种较理想的结构,目前应用较广泛。分段墨斗刀片又有带涤纶片及不带涤纶片两种。
①带涤纶片型分段墨斗刀片。这一类型以海德堡的自动控制供墨装置最为典型,其结构如图1所示,墨斗底面由若干个分段墨斗刀片4组成,涤纶片3铺在分段墨斗刀片4上,形成很薄的一个整体墨刀片。
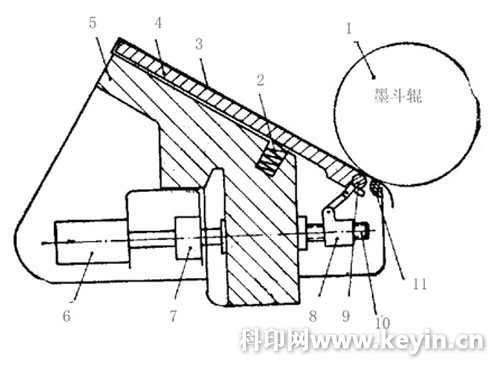
图1 海德堡自动控制供墨装置
每个墨键由一个微电机6及其减速机构控制,当操纵台上发出调整指令,微电机6转动,通过墨斗螺钉10,螺母架8等使偏心柱9转动一个角度,即可调整涤纶片和墨斗辊之间的间隙,从而调整出墨量。电位计7的作用是将微电机转动的角度变成电信号输送到操纵台,以显示该墨区涤纶片和墨斗辊的间隙大小,即出墨量的大小。
日本三菱重工和秋山株式会社也采用了带涤纶片的分段墨斗刀片型。其结构如图2所示。该装置由电机1带动墨斗螺钉,通过杠杆调整墨键的高低,以改变墨键与出墨辊的间隙。除自动调整外,还可通过调节钮2进行手动调整,在电气出故障时仍可工作。
图2 带涤纶片的分段墨斗
采用涤纶片可防止油墨渗入各墨区墨刀片的间隙内,以免造成漏墨和影响墨量调整;清洗墨斗时,涤纶片可整体拿下,清洗方便。因涤纶片很薄,不会影响每个墨区墨量调整的灵敏性。缺点是涤纶片寿命短,如有破损造成漏墨,清洗非常困难。
②无涤纶片分段墨斗刀片。不带涤纶片的分段墨斗刀片结构因没有易坏的涤纶片,使用方便且经济。但对相关部件精度要求高,制造难度大,既要保证各分段墨斗刀片调整灵活,又要保证各分段墨斗刀片之间的间隙小,不漏墨。
|



