|
从传统打样发展到数字打样,从数码硬打样到数码软打样(即屏幕软打样),圣彩虹公司已走了10多年的路程。
我们的体会是数字打样要想在生产实际中应用得好,必须保证色彩的准确性及稳定性,并且不能超出传统打样的成本。
色彩准确性的关键在于做好印刷标准化并制作一个标准印刷ICC特性描述文件以及选择一个好的数字打样软件并正确地应用。
数字打样 印刷标准化是关键
无论使用何种数字打样软件,都需要置入印刷ICC特性描述文件才能完成数字打样样张追印刷样张的过程,因此印刷的标准化是数字打样取得成功的关键。
起初我们在制作数字打样标准样张时虽然也强调印刷标准化,但是做法还是比较随意,而且当时每个印刷厂家的标准都是不一样的。
当时我们对印刷的控制有以下几个重点:
(1)印刷车间的温度:23±5℃,湿度:50±10%;
(2)印刷纸张的标准:L=93±3,a=0±2,b=-3±2;
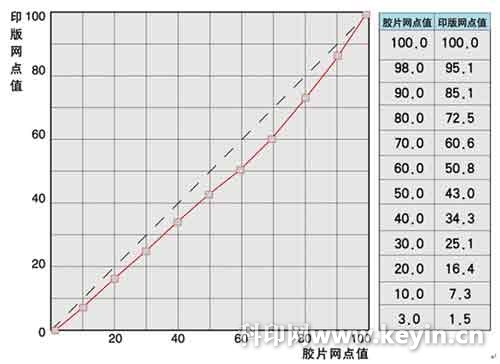
(3)输出胶片的标准:20%、50%、80%处的网点误差为±1%,如图1所示;
 图1 图1 (4)晒版和CTP版参数曲线,如图2所示;
图2
(5)印刷油墨实地Lab参数(按FOGRA标准),如表1所示;
(6)印刷网点增大曲线(50%)
C、M、Y:12%~15%
K:16%~19%
 表1 印刷油墨实地Lab参数 表1 印刷油墨实地Lab参数 (7)印刷实地密度、相对反差K值
根据测量实地密度D100和75%的密度D75,计算相对反差K值,K=1-D100/D75。
根据K值决定印刷的实地密度。
例如我公司对海德堡CD 102进行过测试,采用DIC深圳油墨、157g/m2金东有光铜版纸,橡皮布、压力、润版液等均按标准做好,测得的K值分别为0.5449、0.4996、0.4758和0.6050。
根据测得的K值决定印刷的实地密度分别为:
Y=1.40±0.05
M=1.45±0.05
C=1.65±0.05
K=2.00±0.05
(以上密度采用Gratag的D118C测量)
以上是控制印刷标准化的主要因素,有了标准的印刷样张,才有可能生成正确的标准印刷ICC特性描述文件,使数字打样的质量可以和印刷样相媲美,从而实现色彩的准确性。
美国的一个胶印技术应用推广机构GRACoL按照ISO12647-2胶印标准,制定了一套标准的印刷生产数据的测试和实施方法,并发布了该实施方法的最新版本——GRACoL7,简称G7。G7在广泛试验的基础上,提炼出了一系列新的印刷品检测概念和相应参数,通过测量和计算这些参数最终得到一些数据,依据这些结果数据来调整CTP制版机或照排机的RIP输出校正曲线,从而在保证系统可重复性工作的基础上,进一步改善印刷品的阶调和色彩再现质量。
|