|
03 产品挺度过高或过低
原因分析: ①对投诉的所有产品留样的挺度与正常产品留样的检测数据对比后发现,检测设备老化导致检测数值不准; ②我公司挺度检测项目不完整,只对压痕挺度横向和纵向设立了检测标准,即横向(CD)≤60g,纵向(MD)≤70g;对不同定量的纸张没有设定不同的检测标准,测试点位置和指标值也不够精准。 改进对策: ①购置与客户一致的压痕挺度检测设备; ②调整挺度检测标准,增加各类纸张定量以及测试点位置和指标值,保障压痕挺度质量平稳,使得产品在包烟过程中更易折叠,减少卡机现象。调整后的压痕挺度检测标准如表1,测试点位置如图2。
 表1 调整后的压痕挺度检测标准
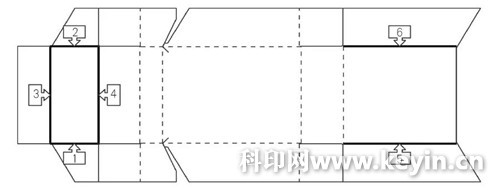 图1 测试点位置
2、色差原因分析和改进对策 原因分析:我公司90%以上的产品采用镭射光柱纸张和素面光柱纸张,现有的色差仪器不能够准确检测此类特种纸张,导致印刷过程中由于原材料的变化,很难控制印刷的批量色差。 改进对策:针对镭射纸的特性,我公司在印刷机台配置了在线检测系统(自动测量油墨密度),通过标准密度自动控制墨量,避免以前出现色差时,机长只能通过手动加/减墨量或水量来控制水墨平衡,以此达到批量颜色的一致性;其次,胶印机还配置了色彩控制系统,保证批量颜色的稳定性。 3、大废品、外观不良原因分析和改进对策 原因分析:产品采取人工检验,在检验过程中,因疲倦、眨眼,可能导致少量大废品、外观不良产品漏检。 改进对策:针对成品车间漏检的大废品,外观不良问题,我公司引进了6台检品机,彻底解决了由人工检验导致的废品漏检。 |



