ΓΓΓΓ(3)Ά®Ιΐ…η±ΗΒΡΙΛ“’ΩΉ”ΟΤχΙήΝ§Ϋ”―ΙΝΠ»ίΤςΚΆΗ±ΒΕΦήΘ§ Ι”ΆΡΪΆ®ΙΐΘ§»γΆΦ5Υυ ΨΓΘ
 ΆΦ5 ΤχΙήΝ§Ϋ”―ΙΝΠ»ίΤςΚΆΗ±ΒΕΦή
ΓΓΓΓ(4)‘ΎΗ±ΒΕΦή…œΉξΩΉΘ§ ΙΤχΙήΆ®≥ωά¥Ν§Ϋ”ΤχΫ”ΆΖ”ΟΉς≥ωΡΪΩΎΘ§»γΆΦ6Υυ ΨΓΘ  ΆΦ6 Η±ΒΕΦή…œΉξΩΉ
ΓΓΓΓ(5)”ΟΒγ¥≈ΖßΝ§Ϋ”÷ςΜζPLC÷ςΒγΜζ…≤≥Β–≈Κ≈…œΘ§ Βœ÷Ή‘Ε·Ι©ΡΪΘ§Φ¥ΩΣΜζ ±Ι©ΡΪΩΣ ΦΘ§ΆΘΜζ ±Ι©ΡΪΆΘ÷ΙΓΘ ΓΓΓΓ Βœ÷Νς≥Χ ΓΓΓΓ1.ΩΣΜζ (1)¥ρΩΣΤχ―ΙΉήΖßΟ≈Θ§»γΆΦ7Υυ ΨΓΘ  ΆΦ7 Τχ―ΙΉήΖßΟ≈
ΓΓΓΓ(2)ΒςΫΎ”ΆΥ°Ζ÷άκΘ§ΒςΫΎΖßΟ≈÷ΝΚœ Τχ―ΙΘ§ΩΊ÷Τ”ΆΡΪΒΡΙ©”ΆΝΩΘ§ΒςΫΎΖΕΈß0ΓΪ5barΓΘ ΓΓΓΓ(3)―ΙΝΠ»ίΤςΗ«Ή”ΥχΫτΘ§―ΙΝΠ±μœ‘ Ψ―ΙΝΠ≤Έ ΐΘ§–Ι―ΙΖß≥ ΙΊ±’Ή¥Χ§Θ§–Ι―ΙΖßΑΉ…ΪΑ¥≈Ξ÷±Ϋ«Ή¥Χ§ΈΣΙΊ±’Θ§»γΆΦ8ΓΘ 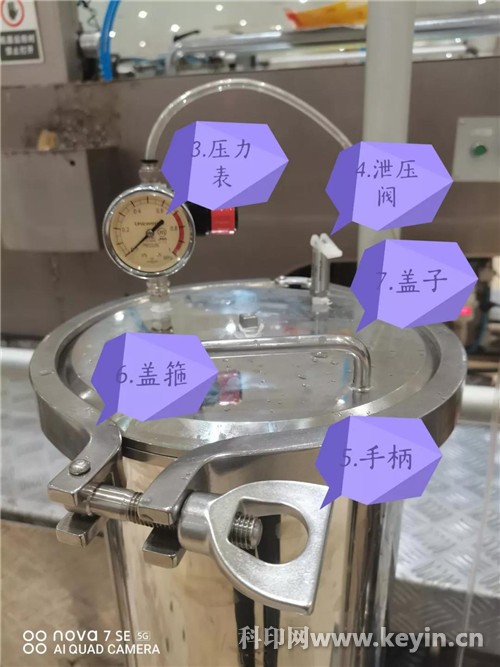 ΆΦ8 ―ΙΝΠ±μΦΑ–Ι―ΙΖß’Ι ΨΆΦ
ΓΓΓΓ2.ΙΊΜζ (1)ΙΊ±’Τχ―ΙΉήΖßΟ≈Θ§Φ¥ΈΣΙΊΜζΓΘ ΓΓΓΓ(2)―ΙΝΠ»ίΤς–Ι―ΙΖßΖ≈ΤχΘ§≈ΞΕ·–Ι―ΙΖßΑΉ…ΪΑ¥≈Ξ≥ ÷±œΏΉ¥Χ§ΈΣΖ≈ΤχΘ§Ζ≈ΤχΫα χΚσΑΉ…ΪΑ¥≈ΞΗ¥ΈΜΓΘ ΓΓΓΓ3.ΧμΦ””ΆΡΪ (1)ΙΊ±’Τχ―ΙΉήΖßΟ≈ΓΘ (2)–Ι―ΙΖßΖ≈ΤχΘ§Ζ≈ΤχΆξ≥…ΚσΑΉ…ΪΑ¥≈ΞΗ¥ΈΜΓΘ (3)Υ…ΩΣ ÷±ζΘ§≤πœ¬Η«ΙΩΘ§≤πΩΣΗ«Ή”ΓΘ (4)Άυ―ΙΝΠ»ίΤςάοΧμΦ””ΆΡΪΘ§ΟΩ¥ΈΩ…ΧμΦ”20…ΐΓΘ (5)Η«…œΗ«Ή”Θ§Α≤ΉΑΗ«ΙΩΘ§ΥχΫτ ÷±ζΓΘ ΓΓΓΓΗΡ‘λ«ΑΘ§»ΥΙΛΦ”ΡΪΟΩ3ΓΪ5Ζ÷÷”–η“ΣΧμΦ”“Μ¥ΈΘ§“ΜΆΑ20…ΐΉΑ”ΆΡΪΩ…“‘…ζ≤ζ7500’≈≥…ΤΖΓΘΗΡ‘λΚσΘ§Ή‘Ε·Ι©ΡΪΉΑ÷Ο÷Μ–ηΟΩ6–Γ ±ΧμΦ”“Μ¥ΈΘ§“ΜΆΑ20…ΐΉΑΒΡ”ΆΡΪΩ…“‘…ζ≤ζ8000’≈≥…ΤΖΘ§ΫΒΒΆΝΥ≥…±ΨœϊΚΡΘ§ΧαΗΏΝΥΨ≠ΦΟ–ß“φΘ§Χα…ΐΝΥ≤ζΤΖ÷ ΝΩΘ§ΫΒΒΆΝΥ≤ΌΉςΙΛΒΡάΆΕ·«ΩΕ»ΓΘΩ…ΦϊΘ§±Ψ¥Έ…η±ΗΗΡ‘λ «≥…ΙΠΒΡΘ§÷ΒΒΟΆΤΙψ”Π”ΟΓΘ |



