|
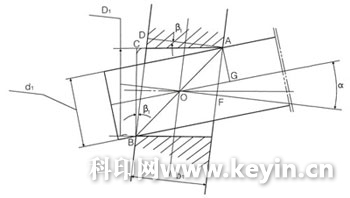
印刷机的整体结构是以两块墙板为支承基础件,在两块墙板之间安装大量滚筒、轴、辊等零件,使连续行进的承印物从排列有序的轴、辊、滚筒间等功能机构中穿过,自动完成一系列动作。其中,一块墙板的外侧安装有各种传动零件,以带动墙板内侧的滚筒、轴、辊做旋转、轴向或间歇运动,从而达到各种印刷功能的实现;另一块墙板的外侧则安装了各种操纵机构,以控制印刷质量并保证印刷的顺利进行。因此,墙板在保证加工质量的前提下,其装配质量的优劣,将直接影响到整机质量和精度,影响各种功能零件的质量和寿命。 为建立间隙、墙板间距和同轴度误差产生的关系式,提出以下约束条件。墙板下平面是支承基准,也是加工时的导向基准,因此可以认为两块墙板上所有同位孔的相对支承基准高度尺寸一致。装配时,两块墙板的水平位置由定位芯轴定位确定。可以直观地想像出,产生最大同轴度误差的位置是:一个孔的内侧与定位芯轴接触(见图1),另一个孔的两端与定位芯轴定位对角线接触(见图2)。从理论上讲,此时转动芯轴应该灵活。墙板在弯板立面定位(卧式镗床加工)或在立式加工工作台上合镗加工(也可以分镗加工),所以可认为两块墙板孔轴线同向,但相对于墙板大平面的角度不同,这反映了拉轴(拉梁)零件精度的一致性。一般说来,两块墙板对应孔径相同,为了使推导关系式有普遍意义,特设两对应孔为不等径孔。 由图1可以看出,产生的最大误差是:  L——墙板间距;β1、β2——墙板孔轴线。 式中的Δ可以由下式求出:    |