|
在生产过程中印刷商巡礼,经常会遇到材料模切后排废断边问题,这个问题一旦出现,会严重影响正常生产速度、降低生产效率,应该如何解决呢?下面通过一些实际案例和大家分享。当纳利 排废断边产生的四个因素认证 标签形状高保真印刷 第一个因素与标签形状有关。如图所示,左边的两排空白标签是圆角出版动态,右边的标签是方角,实践证明,圆角比方角的排废要容易的多,排废效果更好。方角(正菱形)对模切刀的制作要求比较高,尖角处应力集中教育,反作用力大,可能粘合剂会切不断,由于粘合剂的内应力大,材料在尖角处受力大,可能就把排废边拉断了。而有小R的过渡圆角出版动态,应力分散,刀具精度高,材料排废边受力小,可以高速生产而且不断边。  所以,在征得客户同意的前提下软包装,方角尽量做成圆角,这样可避免很多质量问题发生,并且提高了效率。PS版 标签排列数码印刷 第二个因素与标签排列有关。如图所示,多联标签排废比单联标签排废效果好。这个其实很好理解,多联排废时数码印刷,如果其中有一联标签断了,那其他几联还能支撑,还有可能通过速度调整来改善,不至于停机调整,但如果单联标签断了海德堡,那就必须停机,根本无法继续排废。  所以单联标签排废边必须大或宽,这样才能在高速下排废不断边,生产效率高。人民币 排废尺寸大族冠华 第三个因素与排废边尺寸有关。当然,理想的情况是排废边越宽越好特种印刷,但是越宽浪费就越大,但是太窄也不行,如图所示右边的空白标签,排废边太细了,如果边缘材料有磕碰陕西北人,或者分切刀不光滑,或者材料边缘有蛇形问题,可能就会断边。合理设计排废边尺寸,对于排废工作至关重要。 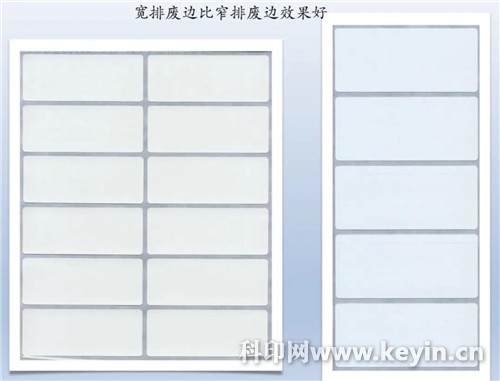 |


傅强专栏
总访问量:157189 更新时间:2023-11-27 14:11:43
1978年毕业于西安理工大学(原陕西机械学院)印刷机械专业,为我国第一届印刷机械专业毕业。先后工作在“黑龙江新华印刷厂”“天津包装印刷集团工业公司”,1995年加入美国“AveryDennison公司”至今。
1990年出版国内第一本不干胶标签方面的专业书籍《不干胶标签印刷》,2000年出版第二本同类的书籍《不干胶标签印刷技术问答》,2006参与编写教育部十一五印刷院校教材《包装印刷及印后加工》一书中的“标签印刷及印后加工”一章。2008年出版了第三本书《不干胶标签与模内标签印刷技术问答》,该书总结了近十年来标签行业的最新技术、材料和工艺,是不干胶标签印刷行业最权威的指导性著作。
10余年来,先后在国内专业杂志上发表“不干胶标签印刷加工方面”的专业文章50余篇。现为国内“不干胶标签印刷协会”技术顾问,《印刷技术》、《今日印刷》、《标签与贴标》杂志社技术委员会(编委会)委员,北京印刷学院名誉教授,技术职称为教授级高级工程师。
专栏分类
推荐专栏







推荐阅读
人物访谈


